
「植物発酵飲料」「漢方酵素ドリンク」「ハーブ酵素」――呼び方は様々ですが、共通するのは 複数の植物素材を発酵・熟成させた液体飲品 という構造です。日本市場では2010年代後半から成熟カテゴリに入り、現在は健康訴求と味覚体験の両立で勝負する段階に来ています。
真鶴株式会社では、台湾母体企業の40年来の発酵処方資産を持ち、日本国内 CDMO との連携で OEM/ODM 受託を行っています。本稿は、これからこのカテゴリで OEM を始めるブランド様への 実務ベースの判断材料です。
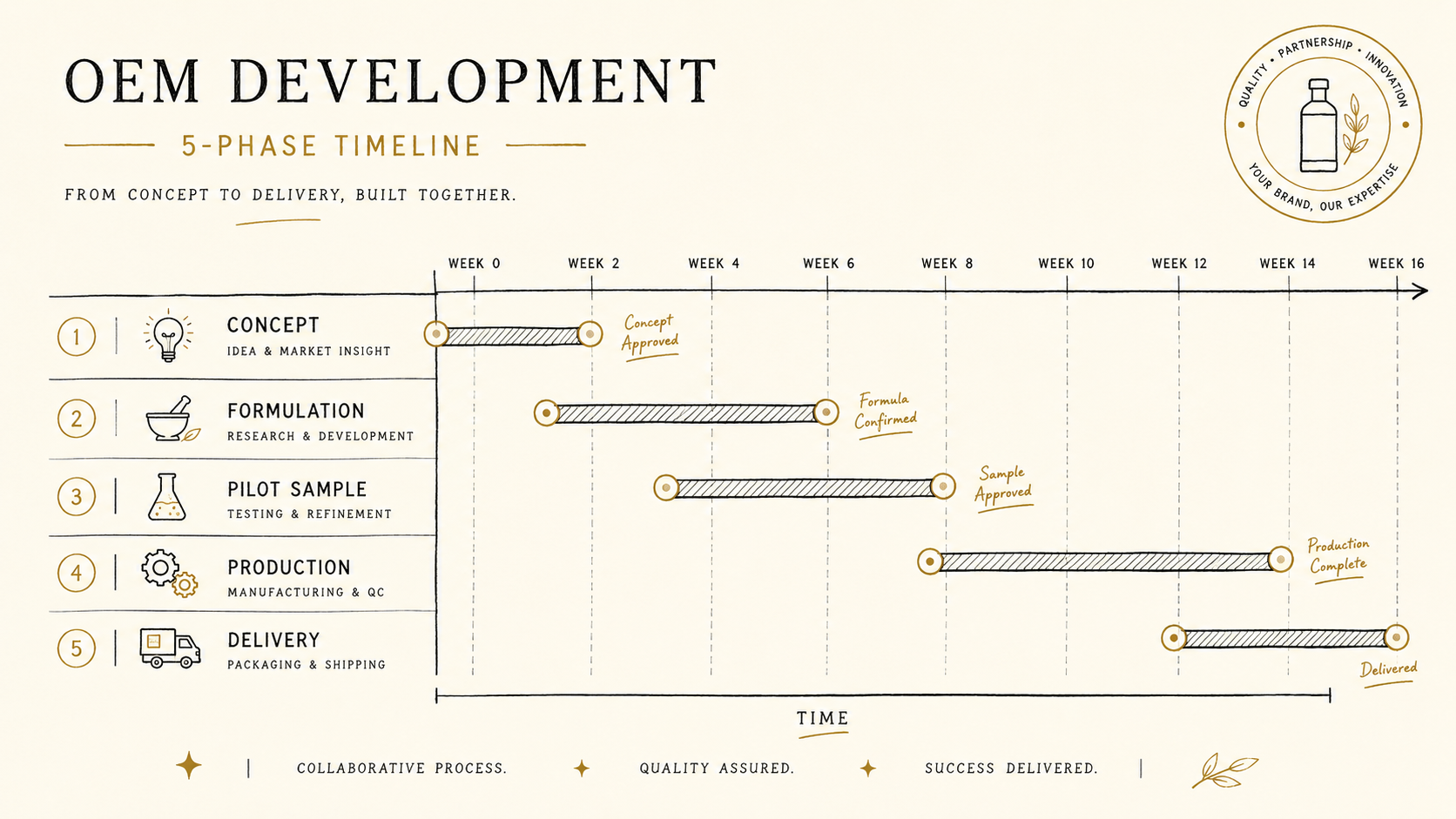
01酵素ドリンクOEMの全体像
OEM の流れは大きく (1) 構想ヒアリング → (2) 処方提案 → (3) 試作 → (4) パッケージ設計 → (5) 量産 → (6) 出荷・検品 の6ステップです。各ステップで意思決定が発生し、判断のスピードが全体スケジュールを決めます。
初回相談の段階で持参すべき情報は次の3つです。①ターゲット顧客像(年齢層・購買チャネル)、②訴求軸(美容/消化/免疫/睡眠)、③想定小売価格。この3点が決まっていると、最初の処方提案が現実的なものになります。
02MOQ と原価構造
結論から書きます。真鶴の標準MOQは 720ml ボトル換算で 1,000本〜です。これは試作後の初回量産ロットで、商業流通に最低限必要な数量です。試作のみであれば 30〜100本から対応可能。
原価の内訳
原価の構成は概ね 原料 35%/発酵・製造 25%/容器 18%/ラベル・箱 10%/検査 5%/物流 7%。原料コストを下げるには素材数を絞ることが定石ですが、素材数こそが酵素ドリンクのアイデンティティになるため、安易に削るとブランド価値が毀損します。コスト調整は容器・ラベル・物流側から始めるのが鉄則です。
1万本ロットを境に、ボトル単価が約15〜18%下がります。3万本を超えるとさらに10%程度の改善余地。初回1,000本→1万本→3万本のロット拡大を前提にした価格設計が、ブランド成長と整合します。
03スケジュール:契約から初回出荷まで
標準的なリードタイムは 契約から初回出荷まで6〜8ヶ月です。短縮は可能ですが、品質と薬事の確認工程は省略できないため、現実的な最短は5ヶ月。
- Month 1 ヒアリング・処方方向性の合意・NDA締結
- Month 2–3 処方設計・1次試作(3〜5サンプル)・官能評価
- Month 3–4 処方確定・2次試作・容器/ラベル設計
- Month 4–5 原料発注・量産準備・薬事最終確認
- Month 5–6 量産・充填・ラベリング・検査
- Month 6–8 出荷・検品・販路への納品
この中で最も時間が動くのは Month 2–3 の試作と官能評価。発酵期間そのものが2〜4週間必要で、複数サンプルの並行試作には時間がかかります。ここを急がないことが、量産後のクレーム率を下げる最大の保険になります。

04処方設計とCDMO選定
処方は大きく (A) ベース発酵液+(B) 機能素材+(C) 風味調整 の3層で設計します。ベース発酵液は数十種類の植物を長期熟成させた "土台"。機能素材は訴求軸に合わせて足すレイヤーで、漢方系であれば棗・枸杞・霊芝・桂皮などが定番です。
CDMO(受託製造企業)選定の3基準
- 許認可と実績:食品衛生管理者の常駐、HACCP対応、年間生産能力
- 処方再現性:1次試作と量産品の官能差が出ないか、過去事例で確認
- 柔軟性:1,000本MOQでも快く受けるか、容器の特注対応可否
真鶴では、関西・関東・九州の複数 CDMO とパートナー契約を結び、製造規模・処方カテゴリに応じた最適マッチングを行います。「どこに頼むか」自体が重要な意思決定なので、この提案部分こそが OEM コンサルの中核です。
05品質管理と薬事対応
食品としての OEM では、原材料受入検査・工程内検査・出荷前検査の3層チェックが標準。検査項目は微生物(一般生菌・大腸菌群・カビ・酵母)、理化学(pH・Brix・酸度)、外観(沈殿・変色)が必須。機能性表示食品の届出を伴う場合、関与成分の定量分析も加わります。
「日本品質」を主張するなら、台湾発酵母液を日本で再充填するだけでは弱い。日本側で発酵から工程管理まで完結していることが、ラベル背面で証明可能なロジスティクスです。 — 真鶴 製造管理チーム
06よくある失敗と回避策
失敗 1:試作で OK したのに量産品が違う味になる
原因の多くは、試作と量産で 発酵タンクサイズが異なる ことに起因します。2L 試作と500L 量産では温度・対流・酸素分圧がすべて異なる。試作は必ず量産タンクと同型式の小型機で行うのが鉄則です。
失敗 2:ラベル印刷後に薬事 NG が判明
「美しさを保つ」「内側から整える」など、医薬的に取られかねない表現が混じると、後段で全ラベル刷り直しになります。ラベル校了前に薬事レビューを必ず通す。真鶴では、ラベル原稿の段階で社内薬事チェックを必ず挟みます。
失敗 3:MOQ ぴったりで発注して在庫切れ
初回1,000本で発売し、想定外に売れて2ヶ月で在庫切れ→再発注で6ヶ月待ち、というケースが珍しくありません。販売チャネルが伸びそうなら、初回 +20%、再発注リードタイムを織り込んだ生産計画が安全です。
1,000本からの試作・量産お見積りを承ります。秘密保持契約締結後、貴社製品向けの処方方向性 × CDMO 候補 × 概算スケジュールを初回提案いたします。→ お問い合わせ